一、車毛胚外圓,起刀處應先車一個傾斜角。
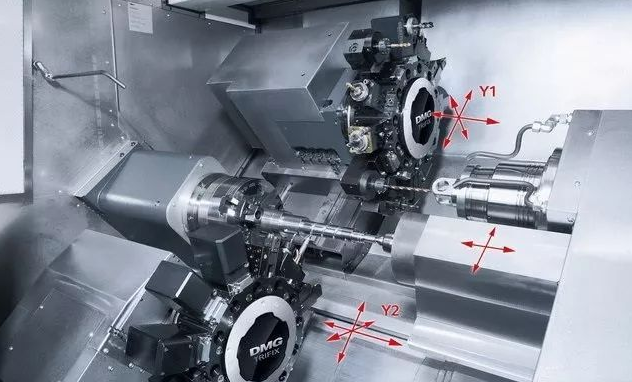
二、在鏜孔起頭處容易纏屑,轉速適當降低,進給倍數不用很慢,開始倒圓角,進刀3mm,讓倒圓角的鐵屑排出來,CNC精密零配件加工生產廠家,發展轉速,CNC數控機床加工生產制造,再之后邊桿徑要求的進給速率平行線銑削就可以。
三、粗車時那時候軸徑容量應調節勻稱,不必有光潔度(有時候以便減少振刀以外)。隨后慢慢加上或下降容量(以0.3mm調整),就可以解決!
四、切削油必然要淋在尖刀鉆削處,且綜合整支桿身的尖刀淋液方向。
五、主偏聚焦點不應該很小。如果沒有具體要求,盡可能大一點。非斜角臺階軸時主偏角常見75°。
六、轉速與進給速率。
1、槽刀銑削時,轉速越來越快越易纏,非常是起刀處,應當降轉速,必需時發展進給速率。
2、碎渣刀,則只要求發展進給速率就可以。(需注意保證表面粗糙度)
七、用一般三角槽刀割槽,切無嚴格標準毫米或3mm上下深的槽時,再加毛胚容量,容量越來越較多,再再加這類狀況下為保證槽壁兩邊對稱性和槽壁的聚焦點,主偏角較小,因此非常易纏屑。
1、先切一段和兩邊外圓直徑同樣的毛胚段,再邁向毛胚外圓一個傾斜角,聚焦點比那時候刀的主偏角聚焦點小。再回家靠近外圓,開始切槽,進給速率不可以太慢,轉速還要相互配合好,轉速決不能太快(以進給倍數在150%時,程序編寫“F”值在160至260上下,主軸軸承轉速在1500~1700r/min上下,但也并不是必然要在那樣的經營規模,跟據具體情況及產品需求、數控車床作用和車工親身經歷自主定)。
2、為妥當考慮,降低纏屑的幾率,保證減少因容量過多副偏角擦產品工件造成的邊緣毛邊。最好是分幾刀車,粗車時適當降低轉速,進給倍數適當發展銑削,并且是鏜孔預埋較少的容量,鏜孔時發展轉速和進給倍數,可保證表面粗糙度和時效性。
八、用槽刀時,不必讓鐵屑從尖刀處直直的而下,應當設備一個鐵鉤,讓鐵屑離產品工件一段距離垂掛。
九、加工壓鑄件時,不能用一般的車鑄鐵件的刀頭去車鋁,也不必加切削油,會空氣氧化的。鋁用刀頭一般前角35`~45尖刀必然要銳利,轉速要高,角速度在800上下,是你數控車床可開多快就盡可能開快。進給F值給大些,有益于斷削。鋁一般前角都挺大的,要選擇適合的刀頭,注意鋁歸入稀有金屬。假如你用了鑄鐵件的刀頭,品質必然太差的,并且非常容易扎刀。
十、商品的原材料要求采用適合強度的數控刀片,原材料過軟的產品需求刃口銳利和銑面十分暢順的槽刀,原材料偏硬的產品需求刃口稍鈍一些,可以選擇碎渣刀,則不容易存有纏屑。
東莞兆恒機械17年專注與沉淀完善的供應鏈體系,擁有100多臺Top10國際一線品牌CNC數控加工中心與完善的檢測設備,滿足客戶對零件精密的要求;擁有人均20年經驗的工程師團隊,具備強大的研發、設計、生產、組裝能力,為醫療、半導體、自動化、汽車、光學等不同領域客戶提供工業配套一站式服務,歡迎來圖定制!